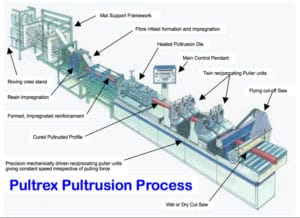
Pultrusion Process
for composite materials
The Pultrusion process is a highly automated continuous fibre laminating process producing high fibre volume profiles with a constant cross section.
Having a high fibre volume fraction makes pultrusion an ideal process for structural component production giving a high strength to weight ratio.
The process starts with the support of the reinforcements. These can be glass, carbon or aramid and in a roving/tow, mat, woven or stitched format. The material is pulled into the infeed area where it is accurately formed to the required shape and impregnated with a resin matrix. The resin matrix can be polyester, vinylester, epoxy or phenolic. From the infeed area the impregnated reinforcement is pulled into the heated pultrusion die. The resin matrix is such that it solidifies and cures within the die. The cured profile exiting the die is allowed to cool before being clamped and pulled by the reciprocating puller units. The puller units reciprocate in a hand over hand motion, with the return stroke being faster than the pulling stroke to give a smooth continuous pull at a constant speed irrespective of the pulling force required. From the puller units the profile passes into the flying cut off saw where it is cut to the required length.